綠光激光器用于激光微焊接
來源:網絡
?
2021-11-19 22:15:03
連接導電部件以實現電氣接觸是最老、最普遍的連接應用之一。由于幾乎每個工業中都要用到連接技術,因此,對成本、連接性能和體積的要求推動了相關技術的發展。 部件微型化的趨勢仍在繼續,連接器的排線厚度和導線直徑降至0.004英寸,由于連接阻力高、連接可靠性以及使用壽命問題,壓接、熔接和銅焊接技術等傳統工藝變得不太可行了。相比之下,可以提供卓越的連接完整性、使用壽命和導電性能的焊接方式成為要求的標準。在連接兩種材料的情況下,如果其中至少有一種材料的厚度小于0.02英寸,那么需要“微焊接”技術。 銅是一種典型的可選材料,可通過微焊接以連接導電部件,因為它具備有效傳導電能和傳輸信號的卓越能力。然而,銅作為一種導體的優良選擇,具有極高的熱傳導性能,會快速地將熱量從焊接接頭處擴散,使其很難維持熱平衡并進行可靠的焊接。由于業界內的趨勢是提高生產速度、降低部件尺寸以及焊接異種材料和異種導體橫截面積,這使銅快速傳導熱量的特點成為微焊接中的難題。如何控制這些小型和高導電性部件的熱平衡,同時確保不會過熱或者加熱不足?解決這一問題的一種方式是使用532納米(nm)或綠光波長。 傳統微焊接技術的優缺點 微焊接可通過幾種方式完成:超聲波焊接、電阻焊和激光焊接。每種焊接都有其優缺點,每種焊接均能在某種不同程度上滿足微焊接的要求。 超聲波焊接:非常適合板材類焊接,但會使生產速度降低。 超聲波焊接(圖1)利用振動能量在連接界面上進行焊接。由接觸頂部部件的超聲波發生器或焊頭提供傳遞到界面的振動能量。焊頭以每秒成百上千次的頻率振動,運動振幅位于0.0005至0.004英寸之間。部件的下側有“底砧”支持,底砧可以是靜態的,也可以是振動的。
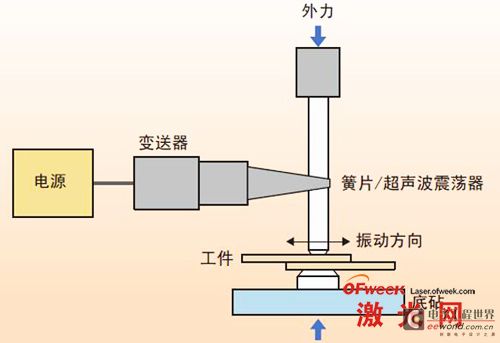
圖1 超聲波焊接
施加力量下的振動作用在焊接界面上造成不均勻表面的塑性變形,從而導致形成高度密切的接觸和金屬原子擴散。由擴散形成連接,連接處沒有熔化。部件產生一些變形或變薄,但是可以正常控制。通過焊頭的摩擦來維持焊頭與部件之間的接觸,通過焊頭上的壓花紋加強摩擦。 超聲波焊接特別適合于導電部件的薄板焊接,其中包括鋁和銅。超聲波工藝在微焊接中存在一些缺點。由于需要將力量傳輸到部件上,因此,連接的兩側要求產生機械接觸。另外,焊頭是一種要求檢驗和更換的損耗品。連接的幾何形狀在一定程度上僅限制于搭接焊接。最后,受焊頭驅動影響,焊接周期速度會降低生產速度。 電阻焊接:工藝靈活,但是不適合于機械精密部件。 當電流通過部件時,電阻焊(圖2)使用焊接界面的高電阻產生熱量。電流產生于工件的相同側或相反側接觸部件的電極,形成回路。在部件上施加一些力量,以確保電氣接觸。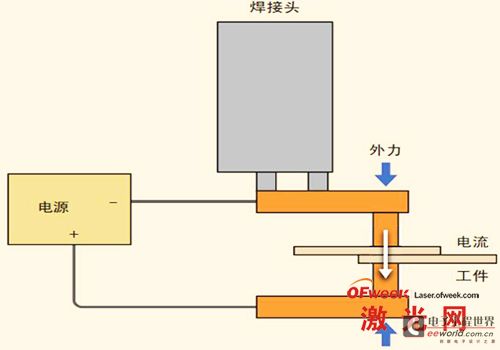
圖2 電阻焊接
采用電阻焊方式焊接導電部件時,電極具有電阻,因此執行兩種功能:加熱和將熱量傳導到部件,并傳導充足的電流,以在連接界面產生一些熱量。 電阻焊適用于各種廣泛的連接應用和材料,性能優良。但是,由于電阻焊的工藝依賴于機械接觸以及需要在兩個電極之間形成電氣回路,因此并不能在所有情況下操作,特別是對于部件為機械精密部件的情況。另外,最小電極的直徑約為0.04英寸,會限制連接的接近操作。 激光焊接:非接觸式工藝,快速和精確,但是必須處理材料反射問題。 激光焊接(圖3)是一種非接觸式工藝,只要求單側接近操作。在極小的連接區域內,這種技術十分有用。它可以用于焊接不同形狀的部件、不同的連接幾何形狀以及異種材料。它不使用需要維護或更換的損耗品,焊接周期只有幾毫秒。表面上看,激光焊接似乎是微焊接銅的一種卓越解決方案——但是也存在著問題。Nd:YAG激光器用于大多數微焊接應用,波長為1064納米,超過銅反射的90%。相關推薦
-
 一箭三星!中國成功發射遙感三十五號衛星A星 B星 C星
一箭三星!中國成功發射遙感三十五號衛星A星 B星 C星
-
 神舟十三號航天員乘組近日將擇機執行首次出艙活動
神舟十三號航天員乘組近日將擇機執行首次出艙活動
-
 國家電網:全網有序用電規模接近清零 保供大戰大考
國家電網:全網有序用電規模接近清零 保供大戰大考
-
世界科技與發展論壇發布2021年度人類社會發展十大科
-
 安裝就位 感覺良好!智能裝置打通空間站機械臂“任
安裝就位 感覺良好!智能裝置打通空間站機械臂“任
-
 安全返艙!神舟十三號航天員首次出艙任務全部完成
安全返艙!神舟十三號航天員首次出艙任務全部完成
-
 我國超3億人存在睡眠障礙 好好睡覺怎么變得這么難?
我國超3億人存在睡眠障礙 好好睡覺怎么變得這么難?
-
 NASA的漫游者在火星上發現了之前未知的有機分子
NASA的漫游者在火星上發現了之前未知的有機分子
-
 厲害了!我國發射全球首顆可持續發展科學衛星
厲害了!我國發射全球首顆可持續發展科學衛星
-
 廣東36個通用項目獲2020年度國家科學技術獎
廣東36個通用項目獲2020年度國家科學技術獎
-
 建筑學領域首次產生國家科技進步一等獎 東南大學6
建筑學領域首次產生國家科技進步一等獎 東南大學6
-
 頂尖科學家對話青年人:好奇心是科學基本驅動力
頂尖科學家對話青年人:好奇心是科學基本驅動力
-
 新型運載火箭結構研制新突破:國內最大整體成形箱底
新型運載火箭結構研制新突破:國內最大整體成形箱底
-
 中國發現最早 最完整的“琥珀螃蟹”化石 可追溯至
中國發現最早 最完整的“琥珀螃蟹”化石 可追溯至
-
 江西移動聚焦5G+創新應用 助力數字經濟“一號工程
江西移動聚焦5G+創新應用 助力數字經濟“一號工程
-
 神舟十三號任務有六大不同 中國女航天員將實施首次
神舟十三號任務有六大不同 中國女航天員將實施首次
-
 “青春與星空對話”中西部青少年與載人航天面對面主
“青春與星空對話”中西部青少年與載人航天面對面主
-
 中秋太空禮包已“簽收” 天舟三號貨運飛船被稱為“
中秋太空禮包已“簽收” 天舟三號貨運飛船被稱為“
-
 成都高新區位列《園區高質量發展百強》榜單第七
成都高新區位列《園區高質量發展百強》榜單第七
-
 6個項目脫穎而出!第三屆“北斗之星”創新創業大賽
6個項目脫穎而出!第三屆“北斗之星”創新創業大賽