新型運載火箭結構研制新突破:國內最大整體成形箱底在松江研制成功
近日,我國新型運載火箭一級液氧箱靜力件在中國航天科技集團八院800所成功合零,該貯箱箱底采用旋壓技術整體成形,直徑達3.8米,為國內最大整體成形箱底,現已通過相關試驗考核,標志八院初步具備整體旋壓箱底工程化應用能力。同時,該貯箱總長度達21米,是目前國內最長的運載火箭推進劑貯箱之一,貯箱成功合零,標志著新型運載火箭結構研制完成里程碑式節點。

箱底作為運載火箭貯箱的關鍵構件,國內普遍采用“分塊成形+拼焊”的方法加工。瞄準新型運載火箭結構高可靠性、輕量化、快捷制造的需求,在貯箱研制中,800所采用整體旋壓箱底替代原有瓜瓣拼焊結構箱底。整體旋壓箱底猶如一個薄薄的“大碗”,不僅尺寸大(直徑3.8米、高度約1.2米)、壁厚小(最小壁厚2至3毫米),而且加工精度要求極高。
以型號需求為牽引,歷經一年多的跨專業協同攻關,800所突破掌握了大直徑整體箱底精密旋壓成形、熱處理形性協同控制、型面精密機加工等關鍵核心技術,研制了國內最大直徑的整體成形箱底,并通過了各項試驗考核,實現了在新型運載火箭上的應用,技術成熟度不斷提升。
相比于原有拼焊結構箱底,整體旋壓箱底消除了“一環八縱”9條主焊縫,單個箱底減少焊縫16.5米,相比原來減少約60%,進一步提高了貯箱箱底的制造精度和可靠性。同時,箱底制造工序由原來的23道縮減為11道,產品研制周期縮短20%以上、勞動強度降低40%以上。
占火箭結構重量60%以上的貯箱,堪稱是火箭身上的“大塊頭”部件。新型運載火箭一級液氧箱長達21米,為目前國內最長的運載火箭推進劑貯箱之一。

為了進一步提高產品制造質量及效率,800所全面優化貯箱制造工藝方案。通過設計工藝協同、合并零件種類、相似零件通用化,減少零件種類約20%、工裝投入約30%,提高產品研制效率;改進貯箱筒段壁板加工方案,采用機銑替代化銑去除鋁板包鋁層,提高產品加工精度,實現壁板的綠色制造;系統優化整體箱底的旋壓成形、熱處理、機加工工藝方案,進一步提高產品質量和研制效率;針對貯箱端框對接孔數量、種類較多的問題,設計可組合柔性鉆模,降低工裝投入,提高生產效率,解決了多型端框鉚接、制孔的問題;優化貯箱裝焊工裝,進一步提高焊接的一次合格率……真抓實干在一線,八院800所打出制造工藝技術“組合拳”,集聚起攻關“能量”,打通了生產“快車道”。
800所在前期成功研制5米級長筒段的基礎上,又掌握了大直徑箱底整體成形技術,運載火箭結構制造技術不斷取得突破性進展,后續將圍繞高質量、高效率、高效益的原則,持續推動運載火箭結構制造的整體化、輕量化、大型化,助推航天強國建設。(記者 張航)
相關推薦
-
航天科工多項產品技術助力“天舟三號”成功發射
-
 一箭三星!中國成功發射遙感三十五號衛星A星 B星 C星
一箭三星!中國成功發射遙感三十五號衛星A星 B星 C星
-
 神舟十三號航天員乘組近日將擇機執行首次出艙活動
神舟十三號航天員乘組近日將擇機執行首次出艙活動
-
 國家電網:全網有序用電規模接近清零 保供大戰大考
國家電網:全網有序用電規模接近清零 保供大戰大考
-
世界科技與發展論壇發布2021年度人類社會發展十大科
-
 安裝就位 感覺良好!智能裝置打通空間站機械臂“任
安裝就位 感覺良好!智能裝置打通空間站機械臂“任
-
 安全返艙!神舟十三號航天員首次出艙任務全部完成
安全返艙!神舟十三號航天員首次出艙任務全部完成
-
 我國超3億人存在睡眠障礙 好好睡覺怎么變得這么難?
我國超3億人存在睡眠障礙 好好睡覺怎么變得這么難?
-
 NASA的漫游者在火星上發現了之前未知的有機分子
NASA的漫游者在火星上發現了之前未知的有機分子
-
 厲害了!我國發射全球首顆可持續發展科學衛星
厲害了!我國發射全球首顆可持續發展科學衛星
-
 廣東36個通用項目獲2020年度國家科學技術獎
廣東36個通用項目獲2020年度國家科學技術獎
-
 建筑學領域首次產生國家科技進步一等獎 東南大學6
建筑學領域首次產生國家科技進步一等獎 東南大學6
-
 頂尖科學家對話青年人:好奇心是科學基本驅動力
頂尖科學家對話青年人:好奇心是科學基本驅動力
-
新型運載火箭結構研制新突破:國內最大整體成形箱底
-
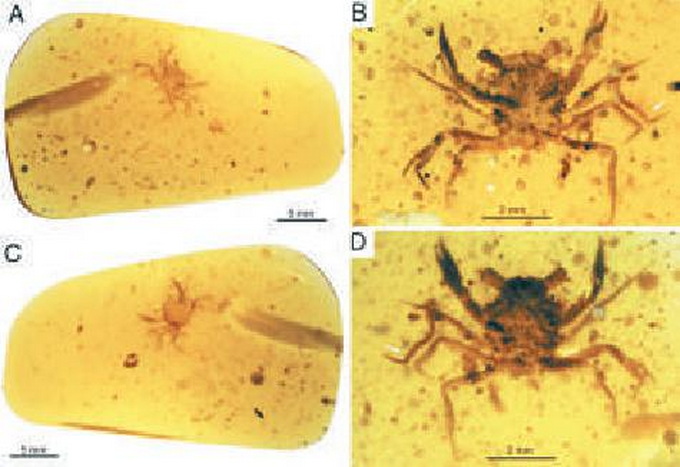 中國發現最早 最完整的“琥珀螃蟹”化石 可追溯至
中國發現最早 最完整的“琥珀螃蟹”化石 可追溯至
-
 江西移動聚焦5G+創新應用 助力數字經濟“一號工程
江西移動聚焦5G+創新應用 助力數字經濟“一號工程
-
 神舟十三號任務有六大不同 中國女航天員將實施首次
神舟十三號任務有六大不同 中國女航天員將實施首次
-
 “青春與星空對話”中西部青少年與載人航天面對面主
“青春與星空對話”中西部青少年與載人航天面對面主
-
 中秋太空禮包已“簽收” 天舟三號貨運飛船被稱為“
中秋太空禮包已“簽收” 天舟三號貨運飛船被稱為“
-
 成都高新區位列《園區高質量發展百強》榜單第七
成都高新區位列《園區高質量發展百強》榜單第七
-
 6個項目脫穎而出!第三屆“北斗之星”創新創業大賽
6個項目脫穎而出!第三屆“北斗之星”創新創業大賽